Home
Home- Tube working tools
Tube working tools
- Tube bending tools
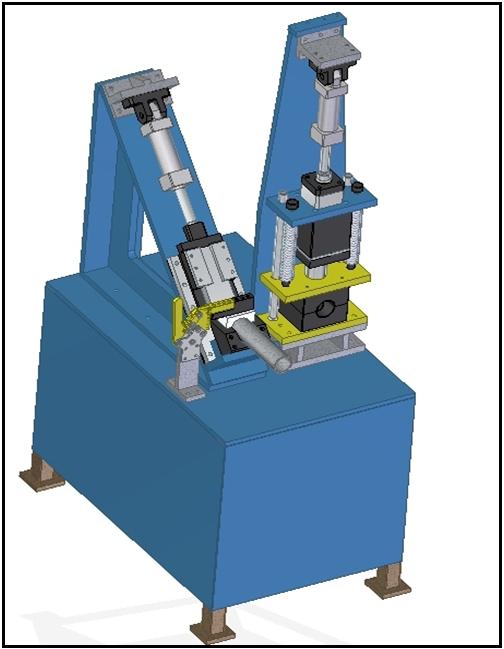
- Tube end forming
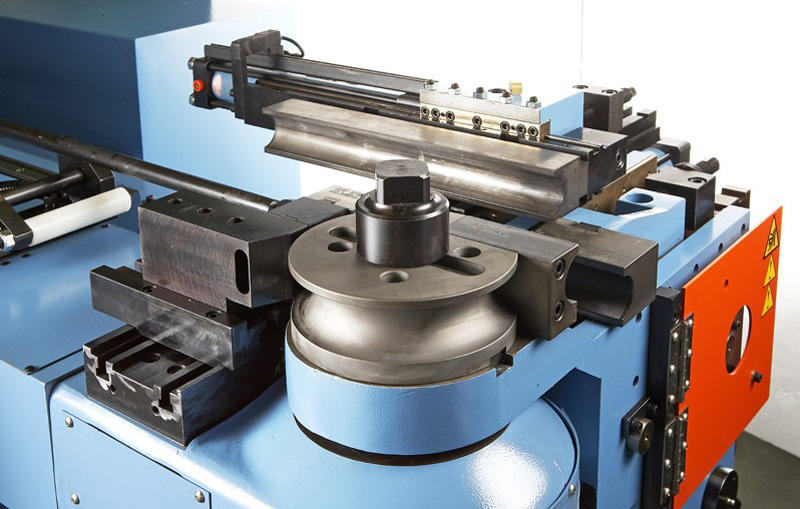
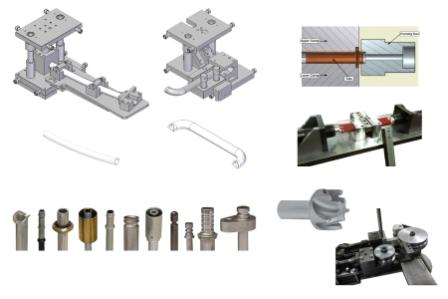
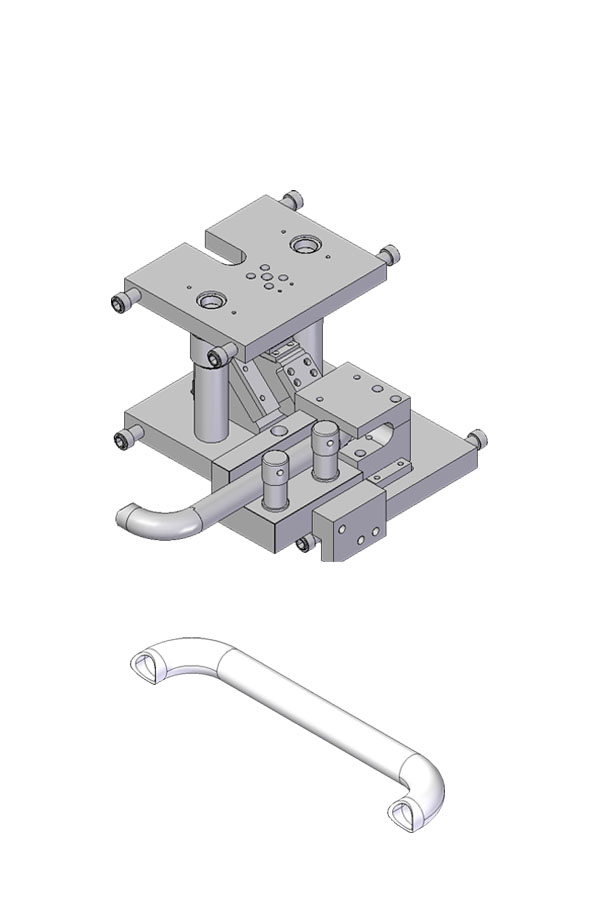
Tube end forming is a typical operation done for automotive , electrical , illimuniation poles for the road .Neck forming is done with this machine with the help of hydraulic power for gripping of the tube and insertion of tube neck forming punch or die. Machines are divided into 3 types-light/medium/heavy , mainly determined by tube diameter , thickness of the tube and neck forming length. complete cycle of bending is controlled by PLC. different tube diameters and different tube bend features require seperate set of tooling. These machines are available as a standard machine with modular tooling adapter . Special purpose machines are made available as per customer specific requirement. 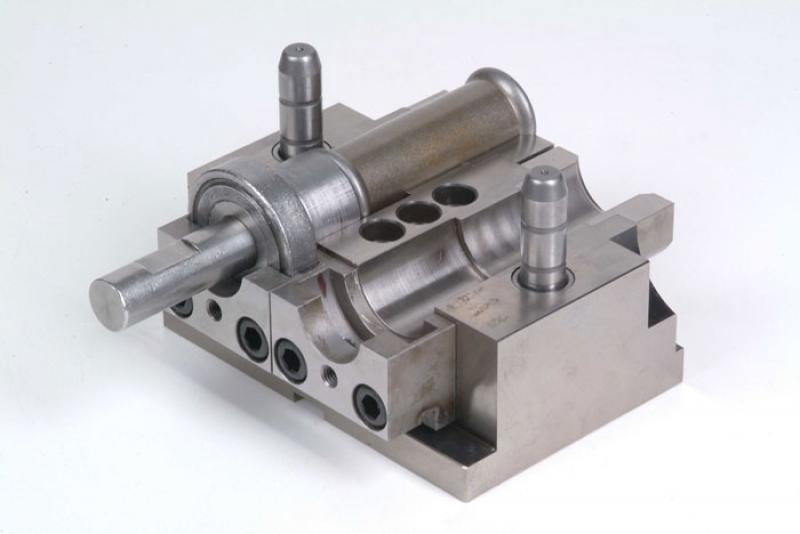

- Tube end notching
Tube end notches are prepared for weldiong joints to have exact matching with the respective tube outside diameter . More the gap , more deformation while notching always perform bad welding and also consumes more wire electrode . Trikman tube notching systems are designed for damage free burr free notches. This notching is carried out in two stages (roughing and finishing ). Tube to be notched can be bend tube /straight tube. Each stage needs tube notching set of tools and locating arrangement for different types of tubes. These systems shall be mounted into die set to be loaded on mechanical or hydraulic powered conventional press. Incase of feature of tube to be notched , requires bigger tool die set need to be loaded with special purpose hydraulic press .Trikman tools are very efficient and effective . Tube end notching can be performed by rotating cutter. Tube location clamping is done by manual /pneumatic . Tube cutter adaption and rotation is done by a drill head . Unlike tube notching press tool operation ,this donot perform efficient actions, hence shall be limited to small batch production activity. This machine produces burr and coolant needs attention all the time . However the operation which cannot be performed with press tool tube notching necessarily requires to be done with this machine.
- Tube hole punching
Tube hole punching is always very difficult particularly when the hole is far away from the tube end . Tube punching is always produced hole with deformation ,however Trikman tube piercing minimizes the deformation . Wherever its possible , a mandrel type die is provided with the tube. Depending upon tube die thickness and length of the tube, distance from edge for the hole , different solutions are provided. This tube piercing operation can be performed with conventional mechanical /hydraulic press or a SPM need to be made. 

- Tube recieving inspection guages
All bend or straight tubes need to be inspected after the length is cut , bending is done , bending and notching is done and bending ,notching and piercing is done. Relation between bend and other features requires to be inspected intermittantly after each of operation . Providing guage for each operation is mandatory , however Trikman bending guages are made as such to avoid different guages and combine all inspection operation as per as possible in one guage. Tolerance specific and respective tube diameter, different kind of guages are made available. 


- Tube end notching